作为在铝电解生产中起着“心脏”作用的预焙阳极组,在节能降耗方面的重要作用已经被越来越多的厂家重视起来。
磷生铁浇铸具有以下特点:
磷生铁中含磷量高,流动性好,
具有良好的冷脆性,容易压脱,
满足了重复使用的要求,
所以磷生铁在预焙阳极电解槽中得到了广泛的应用。
因此,
进一步降低电解铝生产成本
已经成为国内电解铝行业长期研究的重要课题,
在阳极组装过程中,
钢爪和炭块之间的结合物均采用磷生铁。

国内几家电解铝企业磷生铁成分现状调查表:
| 企业 | 碳% | 硅% | 磷% | 锰% | 硫% |
| 山西某企业 (20万吨/年) | 2.702 | 2.754 | 2.004 | 0.434 | 0.264 |
| 2.596 | 2.899 | 1.258 | 0.699 | 0.238 | |
| 2.721 | 1.771 | 2.189 | 0.477 | 0.250 | |
| 山西某企业 (11万吨/年) | 2.221 | 2.210 | 1.100 | 0.565 | 0.487 |
| 2.413 | 2.835 | 0.993 | 0.467 | 0.379 | |
| 2.227 | 2.855 | 1.152 | 0.522 | 0.428 | |
| 河南某企业 (20万吨/年) | 2.561 | 3.011 | 2.001 | 0.433 | 0.331 |
| 2.334 | 2.952 | 1.763 | 0.572 | 2.292 | |
| 2.457 | 3.440 | 1.954 | 0.564 | 0.277 |
由上表可以看出
这几家企业的磷生铁成分和行业内的标准相差很大,
集中的问题是C、Mn元素含量偏低,
Si、P、S三种元素含量偏高。
这均会导致磷生铁成分的不达标,
从而使电解铝生产出现瓶颈。
磷生铁成分不达标的严重影响
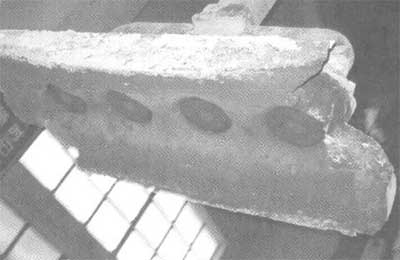

1、铁水流动性差,浇铸的阳极铁环不平整饱满,气孔缺陷较多,上槽后,由于电流分布不均而大量化爪。
2、铁环有裂缝现象。铁环如果有裂缝,则阳极上槽后铁环受热膨胀时,铁环先将裂缝合拢后才胀紧碳碗壁,这样会造成铁环对碳碗的胀力减小,使铁碳压降增加。甚至有的铁环有2个以上裂缝,造成钢爪松动,使阳极脱落。铁环若不裂缝,则铁环受热膨胀后,铁环直接产生对碳碗壁的径向膨胀力,使铁碳压降减少。
3、浇铸时铁水温度较高,影响熔化炉的寿命和耗费电能。
4、因为阳极铁碳压降增大,带来无功损耗。
5、最严重的是造成阳极炭块从铁环底部断层。
客户回访
诊断证明:
磷生铁成分不达标造成的后果是显而易见,轻则铁炭压降变大,导杆钢爪松动,铁环裂纹,重则炭块脱落、断层,给企业带来巨大的损失。
 你好!我以前用的磷生铁是不达标的, 直接导致阳极炭块断层。跟着后续的生产根本就无法达成。让我损失严重啊。通过朋友推荐,我用了HJ磷生铁,使用过后,以前生产的问题再也没有出现过。于是我又大量购进了一批磷生铁,效果非常好。到现在我还一直使用着汇金磷生铁,非常好!
你好!我以前用的磷生铁是不达标的, 直接导致阳极炭块断层。跟着后续的生产根本就无法达成。让我损失严重啊。通过朋友推荐,我用了HJ磷生铁,使用过后,以前生产的问题再也没有出现过。于是我又大量购进了一批磷生铁,效果非常好。到现在我还一直使用着汇金磷生铁,非常好!
 您好!感谢您使用汇金磷生铁系列产品! 汇金磷生铁系列产品助力电解铝行业中的 “心脏”预培阳极组,在显著提高钢爪材质 和碳素质粘结强度、增强导电性能、增强磷铁环脆性的优良性能条件下,对钢爪材质 及碳素质均有良好的粘结强度,有效防止电解过程中阳极脱落。在磷铁环压脱工序中, 磷铁环具有较好的脆性,磷铁环压脱更加便捷。导电性能优越:具有良好的导电性能, 保证电流在钢爪之间的均匀分布。有效减少能耗损失,大大降低生产成本。
您好!感谢您使用汇金磷生铁系列产品! 汇金磷生铁系列产品助力电解铝行业中的 “心脏”预培阳极组,在显著提高钢爪材质 和碳素质粘结强度、增强导电性能、增强磷铁环脆性的优良性能条件下,对钢爪材质 及碳素质均有良好的粘结强度,有效防止电解过程中阳极脱落。在磷铁环压脱工序中, 磷铁环具有较好的脆性,磷铁环压脱更加便捷。导电性能优越:具有良好的导电性能, 保证电流在钢爪之间的均匀分布。有效减少能耗损失,大大降低生产成本。
合作大咖