










行业新闻
磷生铁中磷元素的含量控制在多少*好?
2017-11-01
磷元素在磷生铁中顾名思义是阳*组装浇注中的关键元素,由于阳*组装浇注采用间断性方式,要求铁水的流动性较好,磷元素存在可以降低铁水的粘度,磷与铁二元素相结合所形成的晶体熔点温度为1050摄氏度,可知明显提高铁水的流动性硬度大,脆性强,易碎等。磷含量过大可导致磷生铁环的冷脆性增大,使浇注后的铁环产生裂纹,严重者导致脱落等状况。因此,既要保证磷元素足够的含量,使铁水有良好的流动性,又要使磷生铁环产生断纹,磷生铁中磷的适宜含量应控制在0.6-1.5%之间。
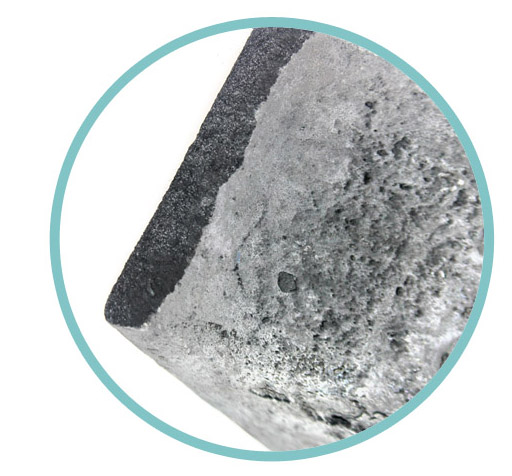
H13钢退火组织中出现碳化物网状有两种原因:其一是锻后组织中奥氏体晶界已有细小的二次碳化物存在,锻后高温加热过程碳化物网没有完全被熔掉,在球化退火时得以保留;其二是锻后高温加热后淬火冷却速度偏慢,过饱和奥氏体可能在冷却过程中沿晶界析出二次碳化物,球化过程中碳化物进一步析出加粗。退火组织中已存在的碳化物网,在淬火+回火后,虽然很少形成全封闭网络,但网孔一般比较粗大,采用硝酸酒精溶液浸蚀磨面就能观察到白色网络,采用热染色可以更好地提高其清晰度。这种碳化物会严重影响模具钢的冲击韧性和等向性,导致模具早期失效。
终锻温度控制不好、锻后加热温度过低及加热后冷却速度偏慢都会造成H13模具钢组织中出现大量网状碳化物,影响模具的性能和使用寿命,而加热温度越高,淬火冷却强度越大,球化退火所得到的退火显微组织越均匀,网状碳化物越少,无缺口冲击性能也越好。试验发现,锻后通过1100℃左右的高温加热,然后快速冷却能够有效避免和消除网状碳化物,获得均匀、理想的退火显微组织和性能。

